
写真 ひまわり畑を散歩した後でスライド丸ノコの改造を試みる予定の卓上丸ノコ女子
しかしまあ、このところDIYに熱中しているワテであるが、先日購入したHiKOKI(旧日立工機)の卓上スライド丸ノコFC7FSBが便利なのでDIYに使い捲っている。
先日の敬老の日(2019/9/16)には、自宅工作室の壁面に収納棚を作成した。

棚板のカットや棚板受け木材のカットには、スライド丸ノコが大活躍。
指定の長さにスパット真っ直ぐに切れるので、日曜大工の作業性や仕上がり精度が大幅に改善した。














HiKOKI卓上スライド丸ノコFC7FSBはHiKOKIの数あるスライド丸ノコの中で最も安い実売価格3万円台後半のDIY用であるが、直線カットに関しては何ら問題無くスパスパとカット出来る。
ところがFC7FSBは、のこ刃の下限位置調整機構が使い辛いので、材木に途中まで切り込みを入れる加工や、溝を掘る加工などをしたい場合に、目的の深さに設定するのがとっても面倒なのだ。
その辺りの事情は以下の記事で紹介した。

さて、本記事では、自称卓上スライド丸ノコの下限位置調整機構研究家のワテが、この週末を利用して卓上スライド丸のこHiKOKI FC7FSB鋸刃下限位置調整機構の構造的欠点を改良して使い易くする事に成功したので紹介したい。
数百円の部品代と簡単な作業で、FC7FSBオリジナルの下限位置調整機構を改良して見違えるほど使い易くなった。
一応、改造と言う事になるので、自己責任でお願いします。
では、本題に入ろう。
卓上スライド丸のこHiKOKI FC7FSB鋸刃下限位置調整機構の欠点
下写真に於いて、FC7FSBの鋸刃は青色カバーの中にある。
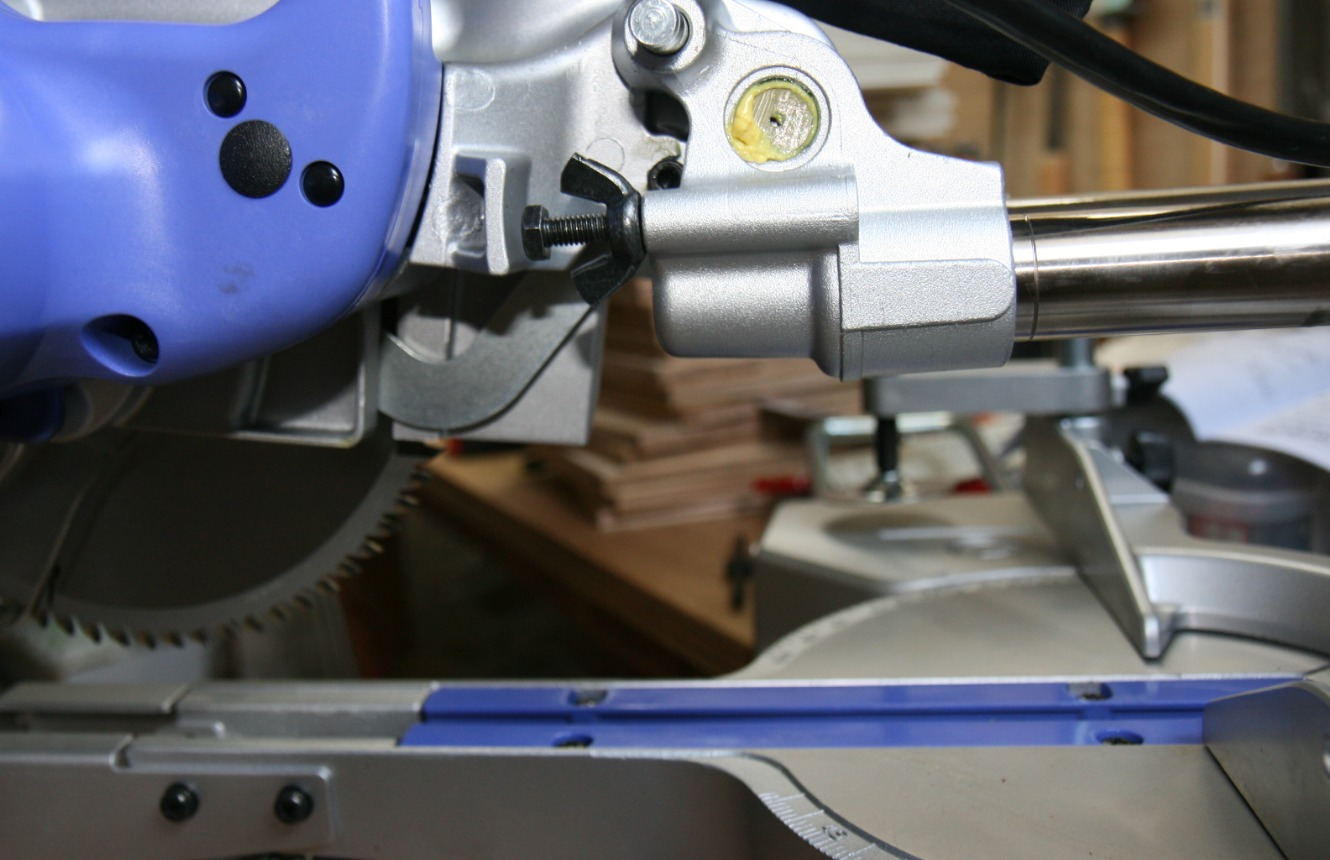
下写真に、鋸刃下限位置調整機構の拡大写真を示す。

鋸の取っ手を下げて行くとアルミ鋳物の銀色の円弧状の部分が黒いボルトの先端に接触して止まる(下写真)。

その位置が鋸刃の下限位置となる。ボルトを最も締め込んだ位置が、鋸刃が材料をカット出来ると同時に台座(ターンベース)に接触しない丁度良い位置になっている。
もし切り込み深さを調整したい場合には、この黒ボルトを緩めて飛び出し長さを増やす。その位置で蝶ナットを締めてボルトを固定する。
それによって円弧状パーツの接触が早い段階で起こるので停止位置が上に上がる。
まあ、鋸刃の上下方向の直線移動の下限位置制限を、円弧運動するパーツがボルト先端に横滑りしながら接触して停止すると言う、およそ理工系出身者が考えたとは思えないヘンテコな構造だ。
繰り返し使っていると鉄ボルト頭で円弧状のアルミ側を削ってしまうだろ!
それに円弧状パーツがボルト頭に横滑りしながら当たる訳なので、当たった位置でピタッとは止まらない。止まったと思っても、ハンドルを強く押し下げれば数ミリくらいは下がってしまう。
正確に計算してみないと分からないが、こんな構造だとボルト横方向位置の数百ミクロンの差は、鋸刃上下位置の数ミリくらいの誤差に拡大されるだろう。
それも、FC7FSBは鋸刃右下の奥まったところにそんなややこしい切り込み高さ調整機構を取り付けているので、やり辛い事この上ない。
一体全体どんな発想をすればこんな構造になるのか?
その構造を考案した担当者、それを許可した上司、その設計図のまま製造してしまった製造責任者、、、誰も反対しなかったのだろうか?
まあ、それは分からない。
マキタM244卓上スライド丸ノコの下限位置調整機構は使い易い
一方、マキタスライド丸ノコM244の場合なら、素直な構造だ。
下図左の下限位置調整ボルトで、鋸刃の下限位置が決まるのでこのボルトが正しく設定されていれば材料をカットするが鋸刃は台座(ターンベース)に接触はしない。
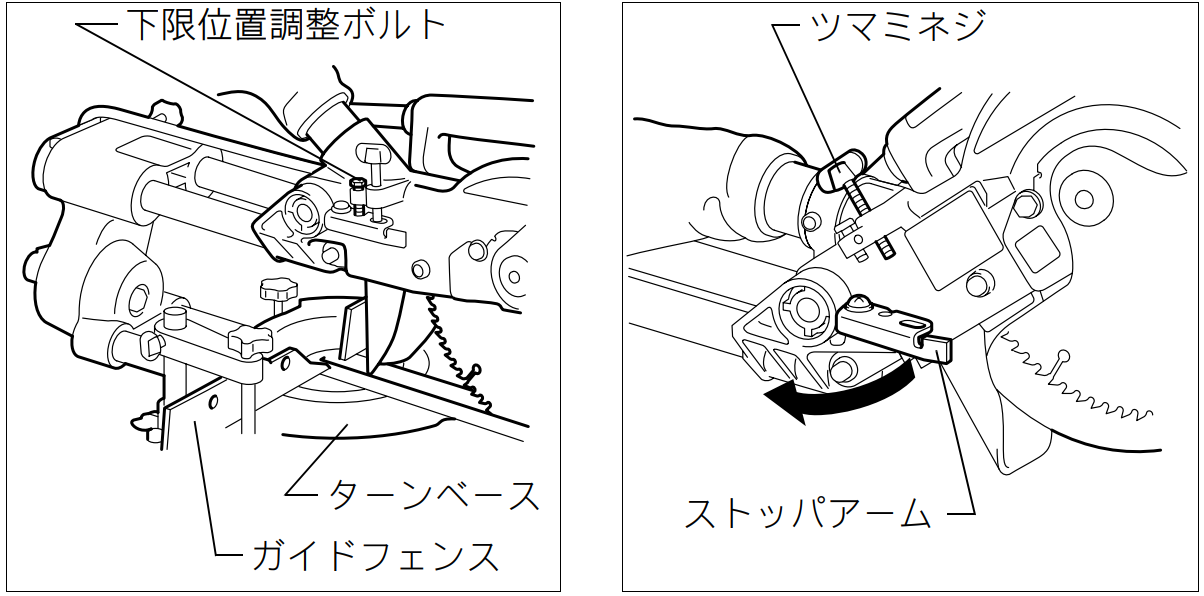
図 マキタM244卓上スライド丸ノコの下限位置調整機構(引用元 マキタM244のマニュアル)
次に、下限位置を目的の位置で停めたい場合には、黒いストッパー金具を引き出すと、蝶ネジボルトがストッパーに当たって停止する構造だ。

上写真では黒いストッパーを引き出していない状態(通常使用)なので、蝶ネジボルトはストッパーの穴を貫通して制限なく移動できる。移動制限は奥にある下限位置調整ボルトによって決まる。

このストッパー金具とストッパー蝶ネジボルトの組み合わせで、好きな位置で鋸刃の下限位置を設定出来る。
それらの機構は上写真のように上からも見易い位置にあるので、非常に作業性は良い。












卓上スライド丸のこHiKOKI FC7FSB鋸刃下限位置調整機構を改良した
さて、こんなことならマキタM244を買うべきだったと後悔したのだが、HiKOKI FC7FSBを買ってしまったものは仕方がない。それにHiKOKI FC7FSBは直線カットすると言う単純な用途には、何の問題も無く便利に使えるので。
でも、直線カットでスパスパ切るだけだと脳が無い。やはり途中までの切り込みとか溝彫り加工などもやりたいので、下限位置調整がやり易いように改良したい。
で、ネット情報など参考にワテ流に改造してみた。
L型金具を使う
ホームセンターでL型の金具を買って来た(下写真)。

一辺40ミリ、幅30ミリ、厚さ3ミリの鉄製でユニクロメッキだ。

穴は三個あるが、使うのは二個のみ。
その穴は、全長40ミリの30ミリ位置にある。
元々のネジ穴は4ミリだったので、6ミリの鉄鋼用ドリル刃と電動ドリルドライバーで穴を広げた。

使った部品の情報
| 品名 | 仕様 | 単価 | 個数 |
| ユミクロ巾広金折 | 40X40X30(幅)X3(厚) | 約100円 | 1個 |
| M6ボルト | ネジ部分 30ミリ | 約20円 | 1本 |
| フランジナット | M6 | 約35円 | 2個 |
合計200円くらいか。ボルトとフランジナットはステンレス製を使った。まあこれはユニクロ(鉄)でも良いと思うが数十円くらいの値段差なので、ワテの場合は少数のネジ、ボルトを購入する場合には錆びにくいSUS素材を選ぶ場合が多い。
あと、ナットはフランジナットを使ったが、普通のナットでも良いだろう。フランジナットのほうが接触面積が広いので安定感があるかなあと言う単純な理由で選んだ。
なお、このL金具を実際に使ってみた感想としては、このユニクロL型金具(3ミリ厚)でも強度的に弱い感じ。鋸刃を強く押し下げると多少は撓む(たわむ)ので、鋸刃位置がピタッとは止まらない。数ミリ程度の遊びみたいな動きをするのだ。
理想的には、L型金具は5ミリ以上くらいの厚みが良いだろう。
あるいはそんな分厚いL型金具はホームセンターや金物屋ではあまり売っていないと思うので、幅30ミリよりも広い40ミリくらいでも良いと思うが、あまり広いと取り付けられない可能性もあるのでご自身で確認して下さい。
あるいは、6~10ミリ厚くらいのL型の鉄骨の切れ端などを鉄工所で加工してもらうのも良いかも。
あるいは、リブが入って強度を増したL型金具も探せばあるのでそう言うのでも良いかも。
あるいは3ミリくらいのL型金具を接着剤で二枚貼り合わせても良いかも。
あるいは溶接しても良い。
兎に角、上写真で示した3ミリ厚L型金具だと若干弱いので、鋸刃を強く押し下げると鋸刃位置に数ミリの誤差が入ってしまう。なのでこの下限機構を使って切り込み加工する場合には、鋸刃をあまり強く押し下げずに、ストッパーに優しくタッチするくらいで切断すると良い。
L型金具を使ったワテ流の改造機構を取り付けた
L型金具に6ミリの穴を二個開けて下写真のように取り付けた。

上写真に於いて、黒い横ボルトは元々付いていたやつ。その根元にあった蝶ナットはフランジナットに交換した。この黒ボルトとフランジナットを固く締めておく事で、鋸刃の絶対的な下限位置が丁度良い位置(工場出荷時の初期位置)で固定されるので安心だ。
一方、L金具下部穴から上向きにM6X30ボルトをフランジナットと蝶ナット(元々付いていたやつ)を使って固定した。

上写真では縦ボルト頭が最下位位置にあるが、その場合には円弧状のアルミダイカスト部品はボルト頭に接触しない。従って、円弧状パーツは横ボルト頭に接触するので、オリジナルの停止位置まで下がる。
縦ボルト頭を数ミリ上げて、蝶ナットで固定した(下写真)。

上写真の状態では、円弧状パーツは縦ボルト頭に当たるのでその位置で鋸刃は停止する。
さて、その時の鋸刃と台座(ターンテーブル)の距離は下写真のように約10ミリくらいか。

さらに縦ボルト頭を上げて、蝶ナットで固定した(下写真)。

上写真の状態だと縦ボルト頭の中央に円弧状パーツが当たっている。L金具の穴位置は30ミリだが、もし27~28ミリ位置くらいにすれば、縦ボルト位置はもう2~3ミリ右に移動するので、最初に示した写真でも上写真でも円弧状パーツがボルト頭中央付近に来るので安定感がある。なので穴位置は27~28ミリがお勧めだと思う。
その時の鋸刃とターンテーブル(台座)の距離は30ミリくらいか。

このようにHiKOKI FC7FSBを改造した結果、縦ボルト頭位置が鋸刃下限位置に直結するので、切り込み深さをミリ単位で微調整する事も容易に出来る。
と言う事で、いい感じでワテ流の下限位置調整機構が完成した。
まとめ
当記事では、自称卓上スライド丸ノコの下限位置調整機構研究家のワテが、卓上スライド丸ノコFC7FSBの下限位置調整機構をワテ流に改良して使い易くした。
鋸刃の上下方向の移動運動の下限位置を、縦ボルト頭の上下位置で決めると言う、構造的にも直感的で分かり易い構造にした。
アルミダイカスト製の円弧状パーツが横滑りしながら鉄ボルト頭に接触すると言うオリジナルの構造は、恐らく繰り返し使っているとアルミダイカスト円弧状パーツがすり減って行くと思う(が試していない)。
一方、ワテ方式だと、円弧状パーツの下端が増設した縦ボルト頭に単純に押し当たるだけなので、摩耗する心配もなくなる。
と言う事で、HiKOKI(旧日立工機) 卓上スライド丸のこFC7FSBで溝彫り加工がやり易くなった。
繰り返しになりますが、当記事で紹介した改造は、あくまで自己責任でやって下さい。
薄いL型金具は失敗
参考までに書くならば、以下の二つのL型金具も最初に試したのだが、厚みが2ミリなので強度が弱すぎた。

ホームセンターの売り場で自分の手で触ってみて、十分に強度があるからこれなら使えるかなあと思ったのだが、実際に取り付けてみると柔すぎて全然ダメだった。
鋸刃を押し下げた時に、この金具が撓んでしまい、下限位置が数ミリくらいバラツクのだ。
鋸刃の取っ手と円弧状パーツの部分はテコの原理になっているので、取っ手を軽く押し下げても金具の部分には数十キロ以上の力が加わる。その結果、2ミリ程度の厚みの金具だとと簡単に曲がってしまうのだ。なので、やはり最低でも3ミリ、出来れば5~6ミリ、理想的には7ミリ以上くらいの厚さの鉄かステンレス製の金具が良いと思う。
ネット通販でL字アングルをかなり安値で買う
ワテ自作の便利サイト、
クリックで開く
何が出来るかと言うと、
Amazon.co.jp
楽天市場
ヤフーショッピング
の三つのショッピングサイトを同時検索して、商品を価格の安い順に表示出来ると言う、お買い物支援サイトだ。
「最安価格サーチ」で、
「L字アングル ステンレス」をかなり安値で探したい人は こちらから >
「L字アングル ユニクロ」をかなり安値で探したい人は こちらから >
「M6ボルト ステンレス」をかなり安値で探したい人は こちらから >
ワテ渾身の力作のかなり安値ショッピングサイトです。


コメント